Когда лезвие затуплено, зона пластической деформации будет расширена, трещина на краю лезвия возникнет в последнее время, секция сдвига будет неравномерной. Если зазор между лезвиями большой, заготовку легко согнуть, это приводит к тому, что участок не перпендикулярен оси; если расстояние между лезвиями слишком мало, лезвие легко повреждается. Если заготовка не поддерживается должным образом, две трещины в направлении верхней и нижней не будут параллельными, лезвие будет наклоняться.
Если скорость сдвига является высокой, зона пластической деформации и технологическое упрочнение концентрируются, верхняя и нижняя трещины находятся в одном и том же направлении, может быть получен гладкий участок. Когда скорость резания низкая, ситуация противоположная.
Чтобы повысить эффективность и качество резки, мы часто используем высокоскоростной процесс гашения при сдвиге и процесс гашения синими хрупкими *. Осевое и боковое движение трещин устраняется благодаря высокоскоростному сдвигу, и рост трещины вдоль окружного направления ускоряется. Концентрация напряжений на кончике трещин делает пластическую зону меньше, хрупкость материала увеличивается, пластичность уменьшается.
Таким образом, наклон сломанного лица значительно улучшается. Для обычной углеродистой стали средней прочности скорость сдвига должна регулироваться на уровне 5 м / с ~ 7 м / с в соответствии с приведенной выше теорией.
Гашение синей хрупкости - это срез стержня в интервале температур синей хрупкости 300 ℃ ~ 450 ℃. Стержень среза при синей температуре хрупкости может получить лучшую точность сдвига, чем при комнатной температуре. Голубая хрупкость стали увеличивается, пластичность уменьшается, секция сжимается мало, эллиптичность остается небольшой, а потребление тепловой энергии значительно снижается, можно получить хорошее качество заготовки и качество секции.
* Голубая хрупкость - это изменение механических свойств стали, вызванное деформационным старением. Предел прочности и твердость стали увеличиваются около 300 300, а удлинение и усадка профиля уменьшаются. Прочность большинства легированных сталей со структурой ферритового перлита уменьшается с повышением температуры примерно на 300 ℃. Это происходит на стальной поверхности с синей оксидной пленкой, поэтому она называется синей хрупкостью. Синяя хрупкость возникает в низколегированных сталях с отжигом или нормализацией низколегирующих элементов.
наш
Оборудование для резки серии ZQ42 а также
Горизонтальный пильный станок серии SJ45 можно использовать синюю хрупкость с хорошим качеством.


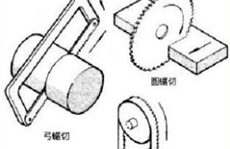
 Принцип обрезки стержня показан справа. Форма лезвия режущей головки аналогична сечению прутка, при этом прутки малого размера в основном режутся. Для легированной стали и прутков из углеродистой стали большего размера ее необходимо нагреть до 350-550 ℃, чтобы предотвратить возникновение трещин. секция.
Принцип обрезки стержня показан справа. Форма лезвия режущей головки аналогична сечению прутка, при этом прутки малого размера в основном режутся. Для легированной стали и прутков из углеродистой стали большего размера ее необходимо нагреть до 350-550 ℃, чтобы предотвратить возникновение трещин. секция.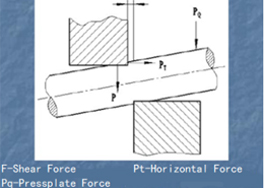 Например, используя наши
Например, используя наши